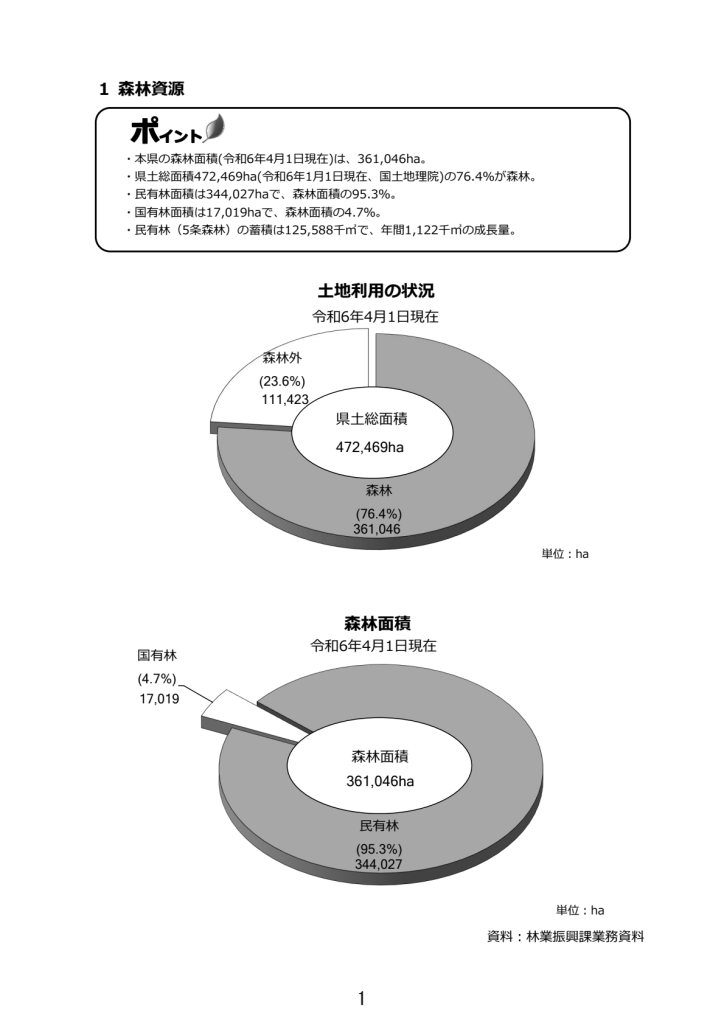
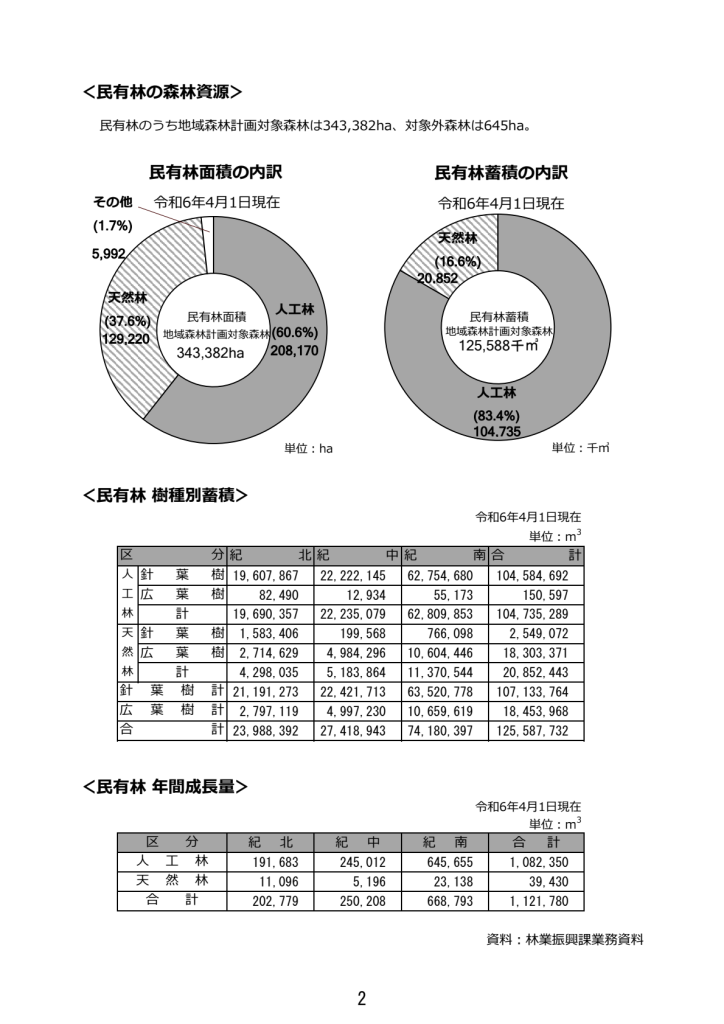
Q1.和歌山県の森林資源は?
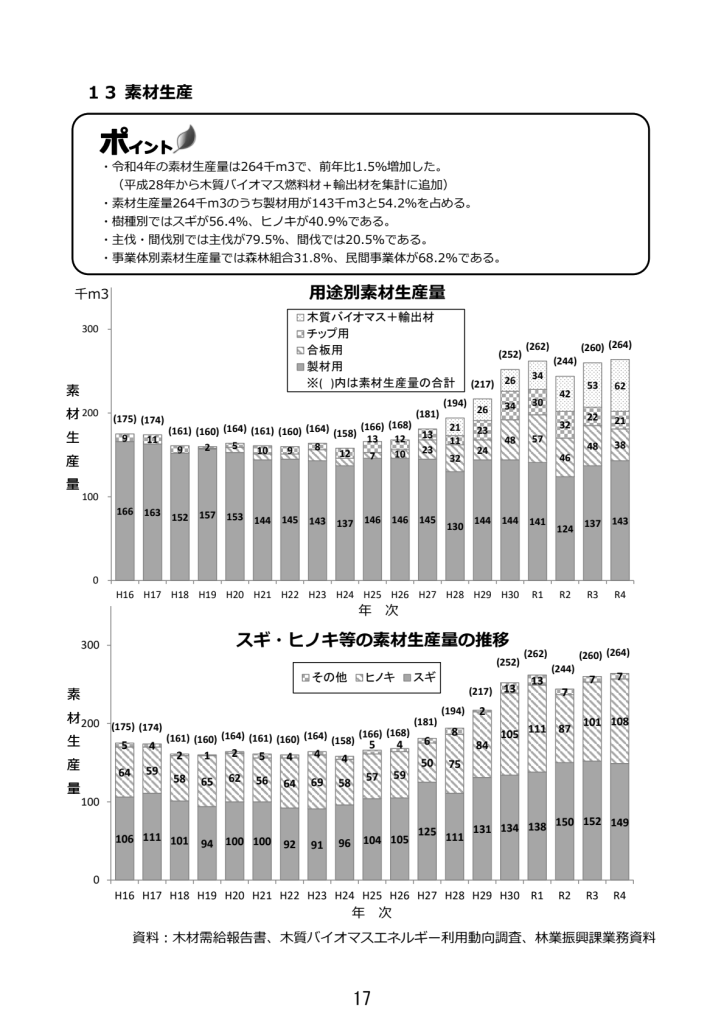
Q2.和歌山県の素材生産量は?
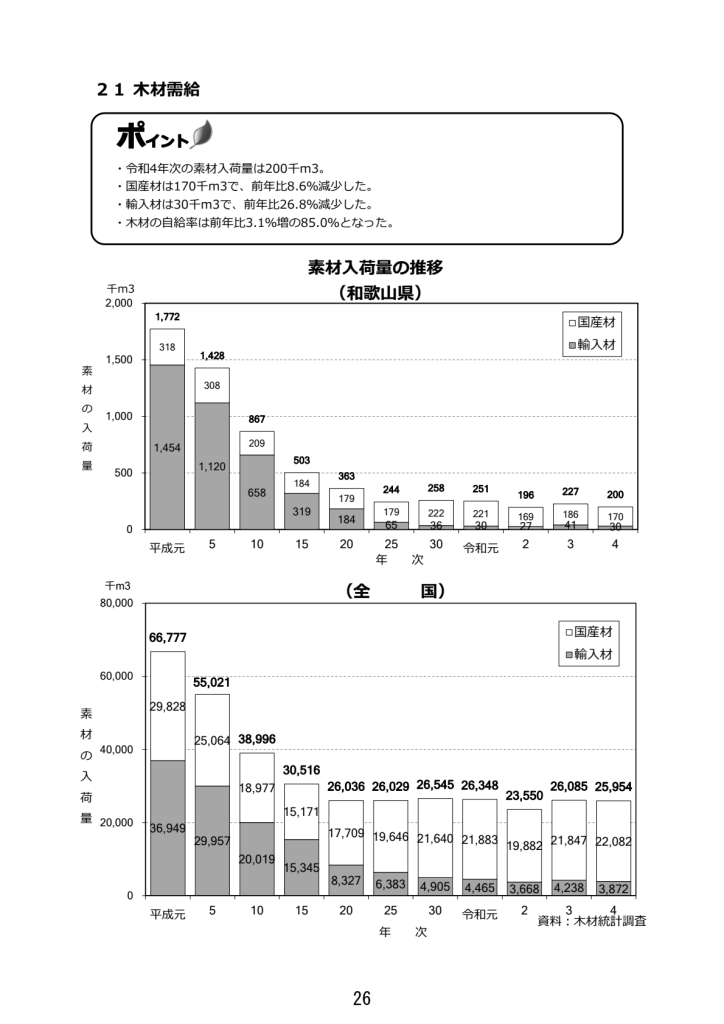
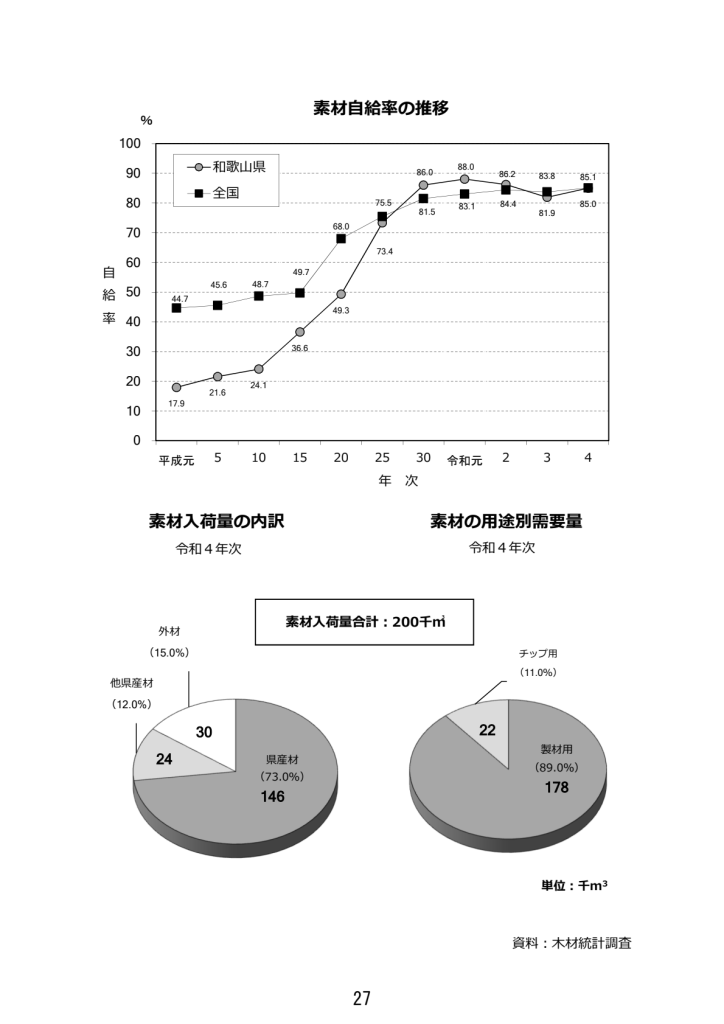
Q3.和歌山県の木材需給は?
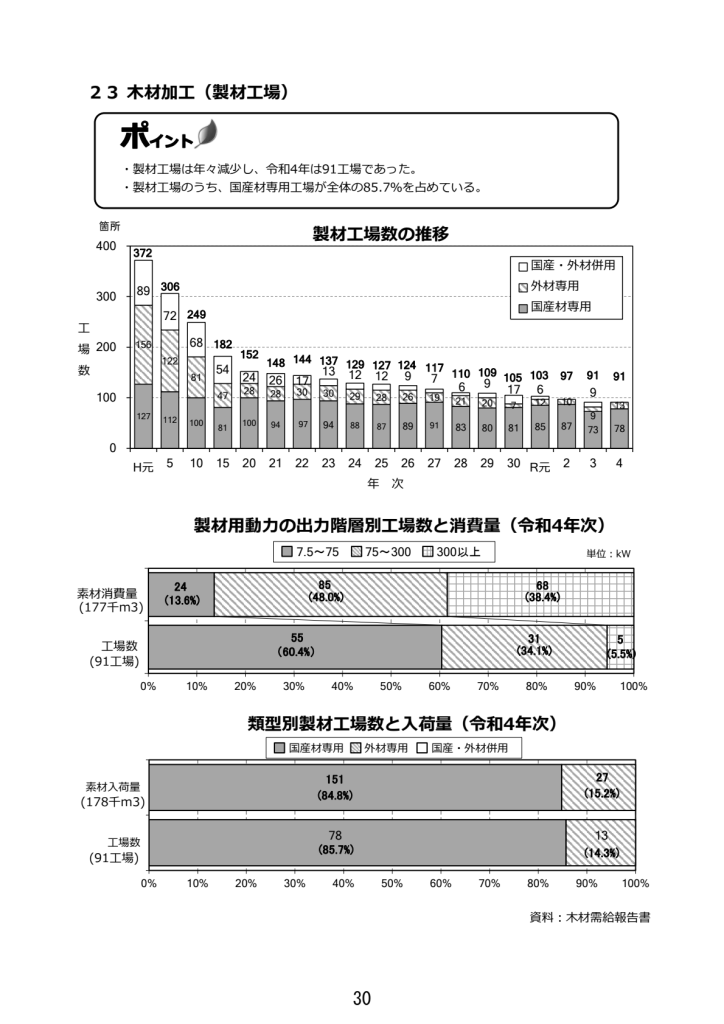
Q4.和歌山県の製材工場数は?
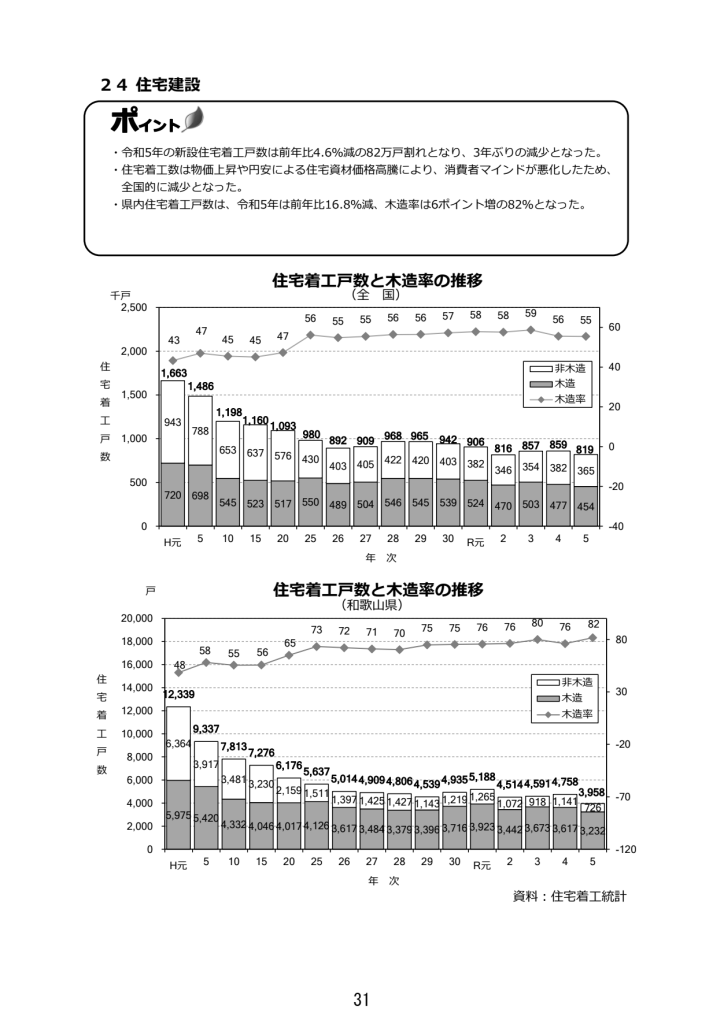
Q5.和歌山県の住宅着工戸数と木造率は?
Q6.住宅に使われる主な樹種とその特長は?
スギ(杉)
辺材は白色、心材は淡紅ないし暗赤褐色で、時に黒褐色(黒じん)を呈する。年輪明瞭、肌目はやや粗、特有のにおいがある。材は、樹幹内の位置や生長経過にもよるが、比較的軽軟で加工容易。心材の耐朽性は中程度である。
用途は建築用材、和風建具材、電柱、土木・仮設、家具等。
ヒノキ(桧)
辺材は淡黄白、心材は淡黄褐ないし淡紅色で、心材率は比較的高い。年輪は非顕著、肌目は精、生き節が美しく、独特の芳香がある。加工性は良く、狂いは小さく、心材の耐久性は大きい。外観と緒性質を総合し、国産針葉樹の中で最高の材料といえる。
用途は建築用材、和風建具、和風家具、まくら木、まな板等。
アカマツ(赤松)
辺材率が大、心材は淡褐ないし黄褐色。樹脂道あり。針葉樹の中ではやや硬く、強度にも優れている。耐朽性は中程度であるが、水中での耐久性は高い。一方、未完走の辺材は青変菌に侵されやすい。
用途は建築用材、杭、木箱、折箱、木毛等。
エゾマツ(蝦夷松)
心辺材は区別がしにくく一様に淡黄白色。樹脂道あり。軽軟で収縮が小さく加工は容易であるが、耐朽性は低い。
用途は建築用材、建具、木箱、集成材ラミナ、碁盤等。
トドマツ(椴松)
材質、用途ともエゾマツと大差なく、しいていえば水湿にやや強い。
特殊用途は茶箱、棺、卒塔婆等。
カラマツ(唐松、落葉松)
辺材は黄白色、心材は褐色、年輪は顕著で樹脂分が多い。針葉樹の中では重硬な部類に入り強度が大きい。耐朽性は中程度であるが、水中での耐久性に富む。しかし、旋回木理のため、特に小径木からの製材品は乾燥によってねじれやすい。このほか、乾燥後の樹脂滲出、釘打ち性の悪化(割れやすくなる)、含有成分によるセメント硬化障害等、比較的くせの多い樹種といえる。
用途は土木・仮設用、杭木、建築、家具、電柱等。
ヒバ
心材は淡黄ないし淡黄褐色で特有のにおいがある。比較的軽軟であるが、耐朽生が高く、特に水湿に強い。
用途は建築、建具・家具、まくら木、土木用材等。
ツガ・トガ(栂)
心材は帯紫淡褐色、辺材はやや淡色。加工性は良いが耐朽性は小さい。
用途は建築、梱包、土木等。
ベイマツ
材色、材質とも生育条件によって幅があり、コースト系は一般に赤色がかり適度の重硬さを有するのに対し、山地系のものは黄色がかりやや軽軟であり、北部のものの方が軟らかめである。また天然林のものは辺材幅が狭く外周部年輪が密なのに対し、二次林のものは逆の傾向がある。このような点から、構造用製材品については年輪幅とひき材率による使いわけが望ましいとされている。加工はおおむね容易で、狂いも少ない。
用途は建築、土木、梱包、合板、パルプ等。
ベイツガ
ベイマツに比べ生材含水率が高い、乾燥後局所的に水分が残りやすい、乾燥時の釘打ちで割れが生じやすい、耐朽性が低い等の諸点から、北米での建築材としての評価は高くない。しかし比較的安価で、薬剤注入が容易等の利点もあり、わが国ではスギの代替材として広く利用されている。
用途は建築、仮設、木箱、パルプ等。
スプルース
ベイマツとともに最も大径の針葉樹の一つであり、木理の通った無欠点の広幅材が得やすい。カナダからは半製品(ウェニー)として輸入される。材質は、わが国のエゾマツに類似し、軽軟な割に強度が高く、収縮が小さく、加工性もよい。
用途は建築材、建具、つき板、楽器等。ベイスギ輸入米材中最も軽軟で、強度もそれなりに低いが、収縮が小さく耐朽性の高いのが特徴。また割裂しやすく、割り加工に向いている。
用途は建築、建具、家具、土木、集成材原板等。
北洋エゾマツ、同トドマツ
この両者は北海道のものとそれぞれ同じ樹種で、エゾトドあるいは単にエゾマツと称して一括的に扱われるのが普通である。性質も道産材とあまり変わらない。
用途は建築、梱包材、集成材原板等。
北洋カラマツ
国産のカラマツの比べ年輪幅が狭くやや淡色ともいわれるが、積地、原木径等により必ずしもそうとは限らないようである。
用途は建築、仮設、土木等。
オウシュウアカマツ(欧州赤松)
国産のアカマツに比べやや軽軟で強度も低いが、概して木理通直であり大径材が多い。
用途は建築、建具、梱包等。
Q7.主な木質建材は?
製材品
製材品とは、原木を製材機械により加工し4面を平滑にしたものをいう。現在施行されている製材に関する日本農林規格(JAS、Japanese Agricultural Standard)は、「針葉樹の構造用製材」、「針葉樹の造作用製材」、「針葉樹の下地用製材」、「広葉樹製材」、「枠組壁工法構造用製材」、「機械による曲げ応力等級区分を行う枠組壁工法構造用製材」の6規格である。
合板
合板とは、原木を薄くむいた板、単板(ベニア、veneer)を何枚か積み重ね、接着剤で貼り合せたもので、通常は各単板の繊維方向を1枚ごとに直交させ、紀奇数枚になるようにしている。これは、反りに対する安定性を確保し、強度・収縮に対する異方性を減少させるためである。現在施行されている合板に関する日本農林規格は、「普通合板」、「コンクリート型枠用合板」、「構造用合板」、「難燃合板」、「防炎合板」、「特殊合板」、の6規格である。
集成材
集成材とは、ひき板又は小角材等をその繊維方向を互いにほぼ並行にして、厚さおよび長さの方向に集成接着した一般材をいう。現在施行されている集成材に関する日本農林規格は、「造作用集成材」、「化粧ばり造作用集成材」、「構造用集成材」、「化粧ばり構造用集成材」の4規格である。
LVL(単板積層材):Laminated Veneer Lumber
LVLとは、ロータリー単板やスライス単板を繊維方向にほぼ平行に揃えて積層接着した材料で合板やボードのような板材料としてよりも集成材や製材品のような軸材料として用いられる。製造基準は日本農林規格に「単板積層材」と「構造用単板積層材」にわけて記されている。
PB(パーティクルボード):Particleboard
PBとは、木材小片(パーティクル)に接着剤を添加し、熱圧成形した材料をいう。日本工業規格(JIS)では曲げ強さ、接着剤等により種類が区分されている。OSB(配向性ストランドボード):Oriented Strand BoardOSBとは、厚さ0.5~1.0mm、幅20~30mm、長さ10cm前後のストランドに方向性を与え、表層と芯層を直交配向させて接着成形した面材をいう。
FB(ファイバーボード):Fiber Board
FBとは、木材繊維の集合体をそのまま乾燥または熱圧して板状にしたものをいう。密度によって3種類に区分され、低密度のものをIFB(インシュレーションボード)、中密度のものをMDF(中密度ファイバーボード)、高密度のものをHB(ハードボード)という。
木片セメントボード:Cement bonded Particleboard
窯業系複合ボードの一種で、耐候性、耐水性、寸法安定性、防腐防虫性、防耐火性が他の木質ボードに比べて格段に優れている。
Q8.JAS制度とは?
JAS(Japanese Agricultural Standard)制度
JAS制度とは、「農林物資の規格化及び品質表示の適正化に関する法律(昭和25年、法律第175号)」に基づいて、農林物資の
(1)品質の改善、
(2)生産の合理化、
(3)取引の単純公正化、
(4)使用又は消費の合理化
を図るため、農林水産大臣が制定した日本農林規格(JAS規格)による検査に合格した製品にJASマークをつけることを認める「JAS規格制度」と、一般消費者の選択に資するために農林水産大臣が制定した品質表示基準に従った表示をすべての製造業者又は販売業者に義務付ける「品質表示基準制度」の2つからなり、これら2つの制度によって、公共の福祉の増進に寄与することを目的としています。
平成18年9月現在、71品目について218規格が定められており、木質建材では18品目、34規格が定められています。
素材 針葉樹の造作用製材 針葉樹の下地用製材 広葉樹製材 針葉樹の構造用製材 集成材 構造用集成材 枠組壁工法構造用製材 枠組壁工法構造用たて継ぎ材 単板積層材 構造用単板積層材 構造用パネル 押角 耳付き材 電柱用素材 まくら木 合板 フローリング
Q9.AQ認証制度とは?
AQ(Approved Quality)認証制度
AQ認証とは、新しい木質建材等について品質性能等を客観的に評価・認証し、消費者に対し安全性及び居住性に優れた製品の提供を目的として、(財)日本住宅・木材技術センターが認証するもので、認証製品にはAQマークを表示することになっています。
需要者ニーズは多様化・高度化してきており、木質建材も次々に新しい製品が開発されてきています。
AQはこのような技術開発による新製品について機動的に品質性能基準の整備を行ない迅速に対応することを通じて、消費者ニーズに応えようとするものです。
現在、高耐久性機械プレカット部材、保存処理材など27品目が認証対象品目となっています。
Q10.機械プレカットとは?
在来軸組構法では建て方の前に、大工が柱や梁桁の接合部分に寸法線を入れ、ノミなどの電動工具で予め加工しておく。これを「墨付け・刻み」といい、その加工する場所を「下小屋」という。この工程は非常に大切で、かつ熟練度が必要であるが、最近の技術者の不足や生産性の点から、専用機械を使った工場生産ラインの中で行うことが多くなってきている。これを「機械プレカット」という。
プレカット機械の祖型は昭和40年代後半に開発され、その後50年代後半に自動化され今日的なプレカット機械がCAD/CAMシステム化された。これらのプレカット機械も専用加工機を単にラインで結んだタイプ、これにコンピュータで加工情報を供給できるタイプ(半自動ライン)、加工機械―ラインの系をすべてコンピュータで制御したタイプ(全自動ライン)など多様である。最近では、高機能が付与されている後者のタイプが市場に多く出回る一方で比較的廉価で工務店の下小屋にも設置できる新しいタイプのコンパクトなプレカット機械も開発され始め、ニーズをカバーする適応範囲は著しく拡大している。